
Электротехническая сталь выпускается в виде листов (часто в рулонах) и узкой ленты толщиной 0,05-1 мм. К электротехнической стали относится также чистое железо в виде листов или ленты толщиной 0,1-8 мм либо в виде сортового проката (круг или квадрат) различных размеров.
Качество электротехнической стали характеризуется электромагнитными свойствами (удельными потерями, коэрцитивной силой и магнитной индукцией), изотропностью магнитных свойств (разницей в значениях магнитных свойств металла вдоль и поперек направления прокатки), геометрическими размерами и качеством листов и полос, механическими свойствами, а также параметрами электроизоляционного покрытия.
Электротехническая сталь обычно поставляется в отожженном состоянии.
Широкое применение находят высококачественные холоднокатаные электротехнические стали, например электротехническая сталь с ребровой текстурой, характеризующиеся пониженными удельными потерями. Для снятия механических напряжений, возникающих при изготовлении деталей магнитопроводов, проводят дополнительный кратковременный отжиг при 800-850 градусов Цельсия. Некоторые электротехнические стали поставляются в неотожженном виде; в этом случае для обеспечения заданного уровня магнитных свойств после механической обработки необходимо проводить термическую обработку деталей.
В условиях ОАО АМЗ в листопрокатном цехе №3 изготавливается рулонная лента стальная холоднокатаная анизотропная из электротехнической стали толщинами 0,05, 0,08, 0,10 мм ширинами от 5 до 650 мм (с градацией по ширине по требованию потребителя).
Лента производится в соответствии с требованиями, которые изложены в ГОСТ 21427.4-78 «Лента стальная электротехническая холоднокатаная анизотропная», требования которого представлены в таблице 1. Основной нормируемой характеристикой для ленты толщинами 0,08; 0,10 мм являются удельные потери на перемагничивание при частоте 400 Гц и магнитной индукции 1,5 Тл. Для ленты толщиной 0,05 мм основной характеристикой являются удельные потери при частоте 1000 Гц и магнитной индукции 1,0 Тл. Как видно из таблицы 1, лента может производиться марок 3421-3425, в зависимости от уровня удельных потерь. Для ленты толщиной 0,08-0,10 мм удельные потери изменяются от 15 до 22 Вт/кг; для ленты толщиной 0,05мм - от 20 до 24 Вт/кг. Магнитная индукция в поле напряженностью 2500 А/м должна быть не менее 1,82 Тл для высших марок и не менее 1,75 Тл для низших.
Магнитные свойства ленты из электротехнической стали по ГОСТ 21427.4-78
| Марка стали | Толщина, мм | Удельные потери, Вт/кг, не более |
Коэрцитивная сила, Нс, А/м, не более |
Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м, В 2500 |
|
| Р 1,5/400 | Р 1,0/1000 | ||||
| 3421 | 0,08 | 22 | - | 36 | 1,70 |
| 0,05 | - | 24 | - | 1,70 | |
| 3422 | 0,08 | 19 | - | 32 | 1,75 |
| 0,05 | - | 24 | - | 1,75 | |
| 3423 | 0,08 | 17 | - | 28 | 1,82 |
| 0,05 | - | 22 | - | 1,82 | |
| 3424 | 0,08 | 16 | - | - | 1,82 |
| 0,05 | - | 22 | - | 1,82 | |
| 3425 | 0,08 | 15 | - | - | 1,82 |
| 0,05 | - | 20 | - | 1,82 | |
Качество изготовленной ленты из ЭТС оценивается в ЦЗЛ ОАО «АМЗ» по характеристикам, предъявленным потребителем. ЦЗЛ аттестована на право проведения магнитных испытаний (имеет соответствующий аттестат).
Электротехнические железокремнистые стали, относятся к классу ферромагнитных магнитно-мягких сплавов, которые характеризуются узкой петлей гистерезиса, малой коэрцитивной силой, высокой магнитной индукцией и проницаемостью, минимальными общими удельными потерями (см. рис. 1).

Рис. 1
Прокатка ведется на 20-ти валковом стане холодной прокатки «720» фирмы «Зундвиг». Благодаря уменьшению давления металла на валки, за счет малых диаметров рабочих валков, создана оптимальная схема прокатки. Обжатия в первых проходах составляют около 60%. Это обеспечивает минимальную разориентировку зерен исходной матрицы относительно направления прокатки и рост новых зерен, у которых ребро куба ориентировано вдоль направления прокатки, т.е. вдоль оси наилегчайшего намагничивания. Этим достигается высокий уровень магнитной индукции. В поле напряженностью 2500 А/м фактическая магнитная индукция составляет 1,87 -1,93 Тл.
Лента, прокатанная на 20-ти валковых станах, имеет минимальную разнотолщинность (до 5 мкм) как по ширине, так и по длине рулона. Это объясняется большой жесткостью валковой системы. Таким образом, уменьшая разнотолщинность можно решать проблемы, связанные с коэффициентом заполнения магнитопроводов.
Отличительной особенностью производства ленты ЭТС на нашем заводе является технология нанесения на полосу шириной 650 мм двустороннего электроизоляционного покрытия на основе алюмо-магний-фосфатов. Толщина покрытия на одну сторону фактически составляет 1-2 мкм, ГОСТ предусмотрена норма – не более 5 мкм на сторону. Нанесение покрытия такой толщины также одно из главных требований потребителей на сегодняшний день. Покрытие достаточно однородно по ширине и длине рулона, не отслаивается при изгибе, термостойко до температуры 8500 С. Покрытие имеет коэффициент сопротивления электроизоляции от 20 до 50 Ом. см2, по требованию ГОСТ коэффициент сопротивления покрытия должен быть не менее 8 Ом.см2 .
Как видите, по наличию изоляции на поверхности при минимальной толщине имеются очень большие запасы, практически 100 % гарантия. Кроме того, толщина покрытия также напрямую связана с коэффициентом заполнения в магнитопроводе.
Состав электроизоляционного покрытия (ЭИП) подобран таким образом, что он при своем формировании создает растягивающие напряжения между металлом и покрытием и тем самым способствует снижению удельных потерь на 1,5-2 Вт/кг. На рис. 2 представлены графики, характеризующие изменение удельных потерь в связи с нанесением электроизоляционного покрытия.

Рис. 2
Назначение защитных атмосфер – предотвратить окисление и обеспечить обезуглероживание, высокую чистоту и электроизоляционные свойства поверхности готовой ленты.
Вакуум обеспечивает высокую пластичность, однородные магнитные свойства стали. Водород является сильным восстановителем и активно обезуглероживает сталь. Вследствие высокой теплопроводности водород способствует значительному ускорению нагрева и охлаждения ленты. После отжига в водороде получается самая высокая чистота поверхности.
Известно, что в большей степени на магнитные свойства влияют среда отжига и температурные режимы обработки. На рис. 3 представлены зависимости изменения свойств от среды отжига. Наилучшими средами являются вакуум и водород.

Рис. 3
На рис. 4 и 5 представлены гистограммы распределения марочности для ленты толщинами 0,05 и 0,10 мм с электроизоляционным покрытием при производстве на ОАО «АМЗ» за период с 1997 по 2002 г. Как видно, к 2002 году достигнут 100% выпуск продукции высшего качества.
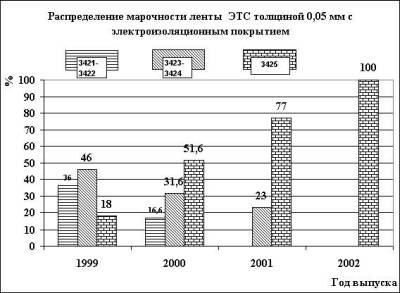
Рис. 4
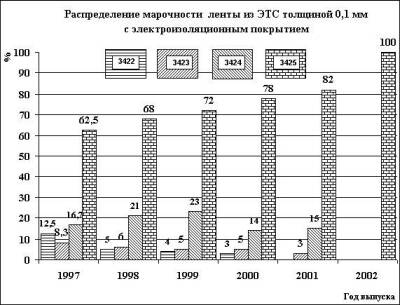
Рис. 5
Электротехническая изотропная лента марок 2420, 2421 в толщине 0,18 мм
Электротехническая изотропная лента марок 2420, 2421 производится по ТУ 14-1-4657-89 и предназначена для изготовления магнитопроводов высокочастотных электрических машин и аппаратов.
Лента марок 2420, 2421 производится в сортаменте:
1.Толщина – «0,18 мм» в виде рулонов шириной не более 460 мм.
2.Предельное отклонение по толщине – «-0,02 мм».
3.Лента поставляется в отожженном состоянии. По требованию потребителя лента может поставляться с электроизоляционным покрытием и без покрытия.
4.Сталь должна иметь временное сопротивление разрыву sB – 290…590 Н/мм2 (30-60 кг/мм2), относительное удлинение dн не более 30 % без покрытия, не более 35 % - с покрытием.
5.Остальные требования по ГОСТ 21427.2-83.
| Марка стали | Удельные магнитные потери Р1.0/400, Вт/кг, не более | Магнитная индукция при B2500, Тл, не менее | Анизотропия магнитной индукции B2500, Тл, не более |
| 2420 | 14,0 | 1,44 | 0,20 |
| 2421 | 12,5 | 1,45 | 0,20 |
