
Порошковая проволока. Тенденции рынка.
Источник: www.supplysteel.ru
Порошковая проволока имеет два основных направления для применения:
1. Применение для обработки металлургических расплавов.
2. Применения для наплавки и сварки в процессе изготовления и ремонта оборудования различного назначения.
Первое направление использования предполагает ввод порошковой проволоки в металлургический расплав при помощи трайб-аппарата. Проволока в этом случае представляет собой тонкостенную (толщина оболочки 0,3 - 0,4 мм) значительной протяженности (до 4 км) трубку, заполненную порошкообразным материалом, свернутую в бухту.

Технология ввода порошковой проволоки может быть использована в любом сталеплавильном или литейном цехе и обеспечить точную корректировку химического состава металла. Технология дает возможность уменьшить расход материалов для раскисления, модифицирования, десульфурации и легирования, а также повысить эффективность ввода их в расплав и экологическую безопасность производства. В качестве наполнителя порошковой проволоки можно использовать практически любой материал.
Второе направление использования предполагает применение порошковой проволоки для наплавки (заварки) и сварки в процессе изготовления и ремонта оборудования различного назначения. В этом случае наиболее распространенными случаями использования являются:
- Использование порошковой проволоки для исправления дефектов литья сталей и при ремонте износа литых деталей в монтажных условиях.
- Использование порошковой проволоки при сварке (в т.ч. открытой дугой, автоматической и полуавтоматической дуговой, сварке в защитных газах.
Таким образом, порошковая проволока в данном направлении использования бывает двух основных типов: сварочная и наплавная.
* По данным Госкомстат
Основные производители порошковой проволоки в России
- «Ванадий-Тулачермет» (проволока для обработки металлургических расплавов);
- «Юпитер Лтд» (Кострома, проволока для обработки металлургических расплавов);
- «Чепецкий механический завод» (проволока для обработки металлургических расплавов);
- «Ногинский завод порошковых материалов» (проволока для обработки металлургических расплавов);
- «Тенакс Инжиниринг» (проволока для обработки металлургических расплавов);
- «Камаз-металлургия» (проволока для обработки металлургических расплавов);
- «НПП УралМеталлИнвест» (проволока с наполнителем из графита для обработки металлургических расплавов);
- «Ферросплав» (проволока для обработки металлургических расплавов);
- АВС (проволока для обработки металлургических расплавов);
- «Магнитогорский метизно-металлургический завод» (проволока для сварки, наплавки для обработки металлургических расплавов).
- «Череповецкий сталепрокатный завод» (проволока для сварки и наплавки)
- «Межгосметиз-Мценск» (сварочная проволока)
- «Торезтвердосплав» (Порошковые проволоки для сварки и наплавки)
- «Элна» (Порошковые проволоки для сварки и наплавки)
- «Днепрометиз» (входит в Северсталь-метиз, сварочная проволока)
- «ТМ.ВЕЛТЕК» (Порошковые проволоки для сварки и наплавки)
- Криворожсталь (сварочная проволока)
- Завод «Универсальное оборудование»
Потребители и цены
В настоящее время порошковую проволоку для обработки металлургических расплавов широко используют такие крупнейшие предприятия, как "Северсталь", "НОСТА", предприятия группы «Евраз», ОЭМК, НЛМК, ММК, Амурметалл и другие представители черной металлургии.
Уровень цен на данный вид продукции напрямую зависит от стоимости материала-наполнителя.
Потребителями порошковой проволоки для сварки и наплавки являются многочисленные литейные и машиностроительные предприятия, а также компании строительной отрасли. Кроме того, данная продукция может быть использована в любых работах, связанных со сваркой, как более производительный расходный материал.
| Порошковая проволока наплавочная | Ø, мм | Цена, руб./тн | |
| ПП-Нп-200Х15С1ГРТ | ТУ 14-178-345-99 | 3,2 | 132 698 |
| ПП-Нп-35В9Х3СФ АН-26 | ТУ 14-178-330-2003 | 3,6 | 331 635 |
| ПП-Нп-25Х5ФМС | ТУ 14-178-366-99 | 3,6 | 189 209 |
| ПП-Нп-18Х1Г1М | ТУ 14-178-363-99 | 2,8 | 104 836 |
| ПП-Нп-18Х1Г1М | ТУ 14-178-363-99 | 3,6 | 104 836 |
| ПП-Нп-80Х20Р3Т | ТУ 14-178-365-2000 | 3,2 | 288 938 |
| ПП-Нп-14ГСТ | ТУ 14-178-396-2000 | 3,0 | 84 419 |
| ПП-ТП-2 | 14-178-395-2000 | 2,0 | 73 771 |
| Марка проволоки | Ø, мм | Цена, руб./тн |
| АН1 ТУ 14-4-1121-81 | 2,8 | 72509 |
| АН4 ТУ 14-4-1122-81 | 2,2 | 72708 |
| АН8 ТУ 14-4-1059-80 | 2,2 | 75936 |
| СП-10 ТУ 36.44.15-30-93 | 2,8 | 71233 |
| 48ПП-8Н ТУ 5.965-11669-01 | 1,2 | 171415 |
| ПП-МГМ-05 | 138000-148000 |
Классификация порошковых проволок.
Главным техническим показателем по которому ведется классификация всех видов порошковой проволоки, является ее назначение соответственно классу свариваемого металла. Наиболее широкое применение имеют проволоки для сварки углеродистых и низколегированных сталей. В заметно меньших объемах производится проволока для сварки легированных сталей, чугуна, цветных металлов и сплавов.
Различают проволоки общего и специального назначения. К последним относят проволоки для электродуговой сварки с принудительным и полупринудительным формированием шва, ванной сварки и ряд других. При классификации проволоки по назначению, также учитываются используемый при сварке род тока и его полярность. Подавляющее большинство проволок в нашей стране применяют для сварки на постоянном токе обратной полярности.
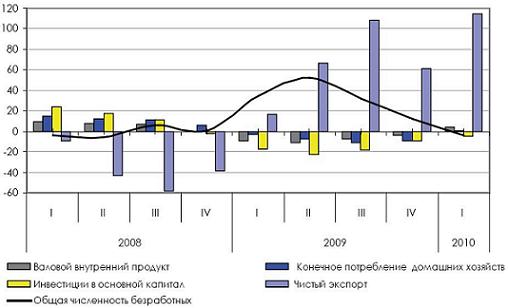
Рис.1 Конструкция оболочки порошковых проволок: а - трубчатая; б - трубчатая бесшовная; в - трубчатая с нахлестом; г - однозгибная; д - двухзгибная; е - двухслойная.
Кроме того, важными классификационными признаками сварочных порошковых проволок являются:
- необходимость применения (или отсутствие таковой) дополнительной газовой защиты;
- возможность применения для сварки в различных пространственных положениях;
- гарантируемые показатели механических свойств;
- тип сердечника;
- конфигурация поперечного сечения проволоки (конструкция оболочки).
Большинство марок порошковой проволоки может использоваться как для полуавтоматической, так и для автоматической сварки. На практике объем сварочных работ, выполняемых полуавтоматами, выше объема работ для автоматов. Вместе с тем, отдельные марки проволок рекомендуются только для автоматической сварки.
Для сварки в углекислом газе применяются, как правило, порошковые проволоки трубчатой конструкции. Основу сердечников таких проволок составляют шлакообразующие, легирующие и раскисляющие компоненты, железный порошок, а газообразующие компоненты вводятся в незначительных количествах. Использование шихтовых (порошковых) сердечников различных составов позволяет в широких пределах изменять характер металлургического взаимодействия в зоне сварки, регулировать технологические характеристики процесса сварки и механические свойства металла шва. Использование газозащитных порошковых проволок позволяет достигать высокого качества металла шва и сварного соединения.
Высокая производительность, хорошее качество сварных швов, экономичность позволяют считать порошковую проволоку для сварки в углекислом газе наиболее перспективным материалом для полуавтоматической и автоматической сварки металлоконструкций широкого назначения. Вместе с тем, эти проволоки весьма чувствительны к наличию в зоне сварки воздушных потоков (ветра). Ветер нарушает газовую защиту расплавленного металла, поэтому такая проволока преимущественно используется в заводских условиях.
Обеспечение эффективной защиты зоны плавления от воздуха в самозащитной проволоке решается за счет конструкции оболочки и подбора состава сердечника. При сварке самозащитной порошковой проволокой высококачественные сварные швы получают и при воздействии воздушных потоков (при ветре), поэтому они считаются наиболее перспективным материалом для механизированной сварки в полевых и монтажных условиях, а также на стапеле.
Основу сердечника самозащитных проволок составляет газошлакообразующая композиция. Количество неметаллических материалов в сердечнике такой проволоки выше, чем у проволок, используемых для сварки с дополнительной защитой.
Специализированные проволоки разрабатываются специально для каждой технологии. При этом разработчики решают металлургические и технологические задачи получения сварных швов стабильного качества с заданными сварочно-технологическими характеристиками и строго определенной спецификой технологического процесса сварки.
Наибольшее распространение получила сварка вертикальных и кольцевых швов с принудительным формированием, горизонтальных швов с полупринудительным формированием, сварка арматуры в инвентарных формах, подводная сварка и ряд других. Большинство этих технологических процессов выполняется с помощью автоматизированного сварочного оборудования.
Порошковая проволока с металлическим сердечником в процессе плавления образует на поверхности шва небольшие островки шлака, которые, в отличие от случая сварки проволокой сплошного сечения, легко удаляются с поверхности сварного шва.
При использовании таких проволок получают благоприятную форму швов и глубокий провар основного металла, поэтому они могут успешно использоваться для роботизированной и автоматической сварки. Сварка проволоками с металлическим сердечником выполняется в среде защитных газов – углекислого газа или смесей на основе аргона.
Характеристики продукции, выпускаемой российскими предприятиями.
ОАО «Ванадий-Тулачермет»
Производит порошковую проволоку для обработки металлургических расплавов со следующими наполнителями:
силикокальций СК-15, СК-20;
ванадийкальциевая лигатура ФВд7СК9, СКВд4;
феррованадий с кремнием ФВд 12С;
феррованадий ФВд 40, ФВд 50, ФВд 75;
карбид кальция
технический углерод.
ЗАО «Юпитер Лтд» (Кострома)
Производит порошковую проволоку для обработки металлургических расплавов со следующими наполнителями:
Кальций: силикокальций СК-15, СК-20, SiCa 30/60 или SiCa 40/50. FeCa70/30, чистый кальций Ca 99%.
Титан: FeTi70 (Ti 70% Al 5,0%max)
Углерод: Сmin 99%
Магний: Mg 99,9%, MgCaCO3 (Мg 80% CaCO3 20%), FeSiMg28
Бор: FeB20 (B 20%)
Сера: S 99%
Кремний: FeSi75 (Si 75%)
Ванадий: FeV50 (V 50%)
Алюминий: Al 99%.
ЗАО «Ногинский завод порошковых материалов»
Производит порошковую проволоку для обработки металлургических расплавов (диаметры проволоки: 10 мм, 13 мм, 14 мм или 15 мм) со следующими наполнителями:
Силикокальций СК30 или СК40;
Феррокальций ФК30 или ФК40;
Алюмокальций АлК30 или АлК40;
Графит молотый;
Сера техническая;
Ферробор (B = 16...20%);
Феррониобий ФНб60;
Феррованадий FeV80 или ФВд50,
Ферротитан ФТи70;
Титан;
Лигатура с РЗМ;
Ферросиликобарий СиБа22;
Ферромолибден FeMo60;
Ферромарганец ФМн78 или ФМн88;
Ферросилиций ФС65 или ФС75;
Ферросиликомагний ФСМг-9 или ФСМг-45;
Ферросиликоцирконий ФСЦр30 или ФСЦр45;
Магний + инертная добавка;
Марганец металлический Мн998 или марганец азотированный Мн87Н6.
ЗАО «Тенакс Инжиниринг»
Производит порошковую проволоку для обработки металлургических расплавов со следующими характеристиками:
Оболочка изготавливается из стальной холоднокатаной ленты толщиной 0,3 - 0,5 мм марок 08кп, 08пс или 08Ю по
ГОСТ 503, ГОСТ 19851 или ГОСТ 16523.
Наполнители:
| Алюминиевый порошок | Al | Al 97% |
| Ферробор | FeB | |
| B 18-20% | ||
| Силикокальций | SiCa20 | Ca 20%; Si 57% |
| SiCa30 | Ca 30%; Si 60% | |
| SiCa40 | Ca 40%; Si 43% | |
| SiCa60 | Ca 60%; Si 29% | |
| Силикокальций-Барий | SiCaBa | Ca 24%; Si 55%; Ba 7% |
| Кальций | Ca | Ca 99% |
| Кальций-Алюминий | CaAl | Ca 60%; Al 40% |
| Кальций-Карбид кальция | Ca-CaC2 | Ca 30%; CaC2 70% |
| Феррокальций | FeCa20 | Ca 20%; Fe 80% |
| FeCa30 | Ca 30%; Fe 70% | |
| FeCa40 | Ca 40%; Fe 60% | |
| FeCa50 | Ca 50%; Fe 50% | |
| Феррокальций-Алюминий | FeCaAl | несколько видов |
| Графит | C | C 98,5%; S 0,05% |
| Феррониобий | FeNb | Nb 64% |
| Магний | Mg | Mg 99,8% |
| Ферромарганец | FeMn | Mn 76%; |
| Марганец азотированый | ||
| MnN | Mn 87%; N 6% | |
| Ферросилиций | FeSi | Si 75%; Fe 23% |
| Сера | S | S |
| Ферротитан | FeTi | Ti 70%; Al 4,5%; N 0,4% |
| Феррованадий | FeV | V 50%; C 0,3%; Si 2,0% |
| V 80%; C 0,1%; Si 0,8% |
ОАО «Чепецкий механический завод»
Производит порошковую проволоку для обработки металлургических расплавов с различными наполнителями.
ОАО «Камаз-металлургия»
Производит порошковую проволоку для обработки металлургических расплавов с различными наполнителями.
ЗАО «НПП УралМеталлИнвест»
Основной вид продукции - порошковая проволока с наполнителем из графита (применяется для внепечной обработки чугуна и стали и может использоваться практически в любых чугуно-сталеплавильных производствах независимо от емкости металлоразливочных ковшей для окончательной корректировки металла по углероду).
Проволока выпускается по ТУ-1479-001-53833740-2007.
Габариты бухты порошковой проволоки:
Наружный диаметр: 1100 - 1200 мм
Внутренний диаметр: 600 - 800мм.
Высота бухты: 800 - 1200 мм
Коэффициент наполнения от 0,48-0,50%
ЗАО «Ферросплав»
Производит порошковую проволоку для обработки металлургических расплавов с различными наполнителями.
Габариты бухты порошковой проволоки:
наружный диаметр – не более 1300 мм;
внутренний диаметр – не менее 800 мм;
ширина бухты – не более 800 мм.
Размер частиц наполнителя в проволоке - 0-2 мм
Каскад АВС
Производит порошковую проволоку для обработки металлургических расплавов со следующими наполнителями:
| Элемент | Состав | Применение |
| Кальций | Ca 30% Si 60% или Ca 40% Si 50% или Fe 70% Ca 50% или чистый CA Ca 99% |
Легкоплавкая добавка для: - раскисления сплавов - улучшения разливаемости - устранения зарастания стакана - повышение механических свойств |
| Титан | Ti 70% Al 5.0% max | Элемент для легирования: - специальных сталей - инструментальных сталей - марок чугуна со специальными физическими характеристиками - нержавеющих сталей - жаростойких сталей - для повышения высокотемпературных свойств |
| Углерод | Cmin 99% | Для корректировки точного содержания углерода без ввода дополнительных элементов |
| Магний | Mg 99.99% или Mg 80% CaCO2 или FeSiMg28 |
Для десульфации передельного чугуна Для получения чугуна с шаровидным графитом |
| Бор | B 20% | Легирующий элемент для получения легированных специальных сталей, конструкционных сталей |
| Сера | S 99% | Для получения нелигированной высокосортной стали |
| Кремний | Si 75% | Для модифицирования литейного чугуна с шаровидным или пластинчатым графитом |
| Ванадий | V 50% | легирующий и микролегирующий элемент для производства высококачественной стали |
| Алюминий | Al 99% | Элемент для раскисления |
| Железо | Fe 99.55% min | Для охлаждения металла |
| Вводимый элемент | Наполнитель | Коэффициент заполнения, % |
Номинальное наполнение, г/м |
Вес наполнителя в бухте, кг |
Вес бухты, кг |
| Титан | ФТи 70 | 69 | 372 | 1116 | 1617 |
| Углерод | молотый графит | 47 | 155 | 465 | 990 |
| Алюминий | алюминиевая крупка | 52 | 185 | 555 | 1086 |
| Кальций | СК 25 | 62 | 281 | 800 | 1335 |
| СК 30 | 58 | 250 | 750 | 1275 |
Габариты бухты:
Наружный диаметр: до 1300 мм
Внутренний диаметр: 800 мм
Ширина: 820 мм
Длина проволоки в бухте: oколо 3000 м.
ОАО «Магнитогорский метизно-металлургический завод»
(доля в производстве сварочной и наплавочной порошковой проволоки в 2007 году – порядка 35%) 1.Проволока порошковая наплавочная (ГОСТ 26101-84)
| Марка порошковой проволоки | Химический состав наплавленного металла | ||||
| Содержание основных элементов, % | |||||
| С | Сr | Мn | Si | V | |
| ПП-НП-35В9ХЗСФ | 0,27-0,40 | 2,2-3,5 | 0,6-1,1 | 0,2-1,0 | 0,2-0,5 |
| ПП-НП-45В9ХЗСФ | 0,30-0,45 | 2,2-3,5 | 0,6-1,1 | 0,2-1,0 | 0,2-0,5 |
| ПП-НП-25Х5ФМС | 0,20-0,31 | 4,7-6,0 | 0,4-0,9 | 0,8-1,3 | 0,3-0,6 |
| ПП-НП-18Х1ПМ | 0,14-0,20 | 1,2-1,8 | 1,2-1,8 | не более 0,8 | - |
| ПП-НП-14ГСТ | не более 0,14 | - | 0,3-0,8 | 0,3-0,8 | - |
| ПП-НП-100Х4Г2АР | 0,6-1,1 | 3,0-6,0 | 1,5-3,0 | 0,5-2,0 | 0,15-0,60 |
| ПП-НП-80Х20РЗТ | 0,5-1,2 | 18-23 | не более 1,0 | не более 1,0 | - |
| ПП-Х10В14 | 1,8-2,5 | 8-11 | не более 1,0 | не более 1,0 | - |
| Марка порошковой проволоки | Химический состав наплавленного металла | |||||
| Содержание основных элементов, % | ||||||
| W | S, не более | Р, не более | Mo | Ti | В | |
| ПП-НП-35В9ХЗСФ | 8,0-11,0 | 0,04 | 0,04 | - | - | - |
| ПП-НП-45В9ХЗСФ | 8,0-11,0 | 0,04 | 0,04 | - | - | - |
| ПП-НП-25Х5ФМС | - | 0,04 | 0,04 | 1,0-1,5 | - | - |
| ПП-НП-18Х1ПМ | - | 0,04 | 0,04 | 0,3-0,6 | - | - |
| ПП-НП-14ГСТ | - | 004 | 0,04 | - | 0,2-0,6 | - |
| ПП-НП-100Х4Г2АР | 01-03 | 004 | 0,04 | - | 0,04 | |
| ПП-НП-80Х20РЗТ | - | 0,04 | 0,04 | - | 0,1-0,8 | 2,7-4,0 |
| ПП-Х10В14 | 8,0-14,0 | 0,055 | - | - | - | - |
Порошковая проволока поставляется в мотках массой 25 кг. Мотки упаковываются в металлические бочки, дно и крышка которых крепятся вальцеванием.
ДИАМЕТР: 3,6; 4,0; 5,0; 6,0 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-Нп-35В9ХЗСФ, ПП-Нп-45В9ХЗСФ, ПП-НП-25Х5ФМС, ПП-НП-ЗОХ4В2М2ФС
Сварочная проволока предназначена для наплавки под флюсом слоя инструментальной стали на детали, работающие при повышенной температуре и больших удельных давлениях, например, на прокатные валки, штамповый и прессовый инструмент, ножи горячей резки металла и др.
ДИАМЕТР: 3,6; 6,0 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-НП-18Х1ПМ
Сварочная проволока предназначена для автоматической наплавки под флюсом деталей из углеродистой стали, работающих в условиях трения металла о металл. Рекомендуется для наплавки в нижнем положении на постоянном токе обратной полярности.
ДИАМЕТР: 3,0 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-Нп-14ГСТ
Сварочная проволока самозащитная, предназначена для наплавки деталей из углеродистых конструкционных сталей и литых сталей марок 25Л и 45Л, работающих при трении металла о металл: оси, валы, колеса железнодорожных вагонов.
ДИАМЕТР: 3,2 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-НП-100Х4Г2АР
Сварочная проволока предназначена для автоматической и полуавтоматической дуговой наплавки деталей строительных машин и механизмов, работающих во всех климатических условиях, обеспечивая получение наплавленного слоя металла, стойкого против интенсивного изнашивания и ударных нагрузок при больших удельных давлениях.
ДИАМЕТР: 3,2 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-Нп-80Х20РЗТ
Сварочная проволока самозащитная, предназначена для наплавки деталей, работающих при интенсивном абразивном и гидроабразивном изнашивании с умеренными ударными нагрузками: ковши экскаваторов, козырьки драг, перфолисты обогатительного и сортировочного оборудования, колосники печей глинозема, рабочие колеса и улитки землесосов на песчанном грунте, шламовые насосы.
ТУ 14-198-86
ДИАМЕТР: 3,6 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-Х10В14
Сварочная проволока предназначена для автоматической наплавки под флюсом рабочих поверхностей деталей металлургического оборудования (ковшей пескометов).
ДИАМЕТР: 14,0 мм.
МАРКА ПРОВОЛОКИ: ПП-OMP-SiCa, ПП-ОМР-С, ПП-OMP-FeSiN
ДИАМЕТР: 2,8 мм
МАРКА ПОРОШКОВОЙ ПРОВОЛОКИ: ПП-СП-10
| Массовая доля элементов, % | ||||
| Марганец | Кремний | Углерод | Сера | Фосфор |
| Не более | ||||
| 0,8- 1,4 | 0,2-0,5 | 0,15 | 0,04 | 0,04 |
| Временное сопротивление разрыву sB, Н/мм2 | 500 - 650 |
| Предел текучести s02, Н/мм2, не менее | 400 |
| Относительное удлинение d5, %, не менее | 20 |
| Ударная вязкость при 20°С, KCVШ, Дж/см2, не менее | 80 |
| Температура испытаний, при которой ударная вязкость KCVШ ≥35 Дж/см2 | -20°С |
ОАО «Череповецкий сталепрокатный завод»
Производит порошковую проволоку
для сварки:
ПП-АН4 (ГОСТ 26271-84 ТУ 14-4-1122-81)
ПП-АН8(ГОСТ 26271-84 ТУ 14-4-1059-80)
ПП-СП10(ТУ 36.44.15-30-93)
48ПП-8Н(ТУ 5.965-11669-01)
ПП-СПЗ-08 (ТУ-14-178-451-2003, ГОСТ 26271-84)
ПП-АН1(ГОСТ 26271-84, ТУ 14-4-1121-81)
48ПП-7(ГОСТ 26271-84, ТУ 5.965-11775-2001)
для наплавки:
ПП-Нп-18Х1Г1М-Т-Ф(ГОСТ 26101-84,ТУ 14-178-363-99)
ПП-Нп-200Х15С1ГРТ-Н-С (ГОСТ 26101-84 ,ТУ 14-178-345-99)
ПП-АН180М-Т-Г (ТУ 12 7400-001-18486807-00)
ПП-Нп-35В9Х3СФ-Т-Ф (ГОСТ 26101-84; ТУ 14-178-330-2003; ТУ 14-178-374-99)
ПП-Нп-30Х5Г2СМ-Т-Ф (ГОСТ 26101-84,ТУ 14-178-362-99)
ПП-Нп-14ГСТ-Т-С-3.0-2 (ГОСТ 26101-84, ТУ 14-178-396-2000)
ПП-Нп25Х5ФМС-Т-Ф (ГОСТ 26101-84, ТУ 14-178-366-2002)
ПП-Нп-80Х20Р3Т-Н-С (ГОСТ 26101-84, ТУ 14-178-365-2000)
ПП-АН180МС-Т-С (ТУ 127400-002-18486807-04)
ПП-Нп-35В9ХЗСФ-Т-Г (ГОСТ 26101-84; ТУ 14-178-402-2000)
ПП-Нп-19ГСТ-Т-С (ГОСТ 26101-84; ТУ 1972-021-71915393-2005)
ПП-ТП-2-Т для металлизации (ТУ 14-178-395-2000)
ПП-ПМ-6 для металлизации (ТУ 14-178-395-2000)
ПП-СП3-М1-Т для металлизации (ТУ 14-178-442-2002)
ОАО «Межгосметиз-Мценск»
Производство сварочной проволоки марки ПП-МГМ-05
Цена: 138-148 тыс.руб./тонну
Сортамент выпускаемой продукции представлен в приложении 2.
Труба бесшовная
Труба электросварная
Трубы DIN, ASTM
Труба нефтегазопроводная
Труба нержавеющая
Газлифтные трубы
Арматура термоупрочненная
Арматурная сталь
Уголок
Швеллер
Армированная сталь
Заготовка
Сталь с морским регистром
Нержавеющий металлопрокат
Алюминиевый профиль
Шестигранник
Круг стальнoй (пруток)
Сетки металлические
Биметалл
Composite material (bimetal)
Лист просечно-вытяжной
Метизы DIN, EN, BS, ASME, ANSI
Биметаллы для электротехники
20Х23Н18
20Х20Н14С2
10Г2С1
5ХНМ
30ХГТ
32НКД

Полезная информация